以下是:QT600球墨铸铁棒厂子的产品参数
| 最小起订 | 5 |
|---|
| 质量等级 | 国标 |
|---|
| 是否厂家 | 厂家 |
|---|
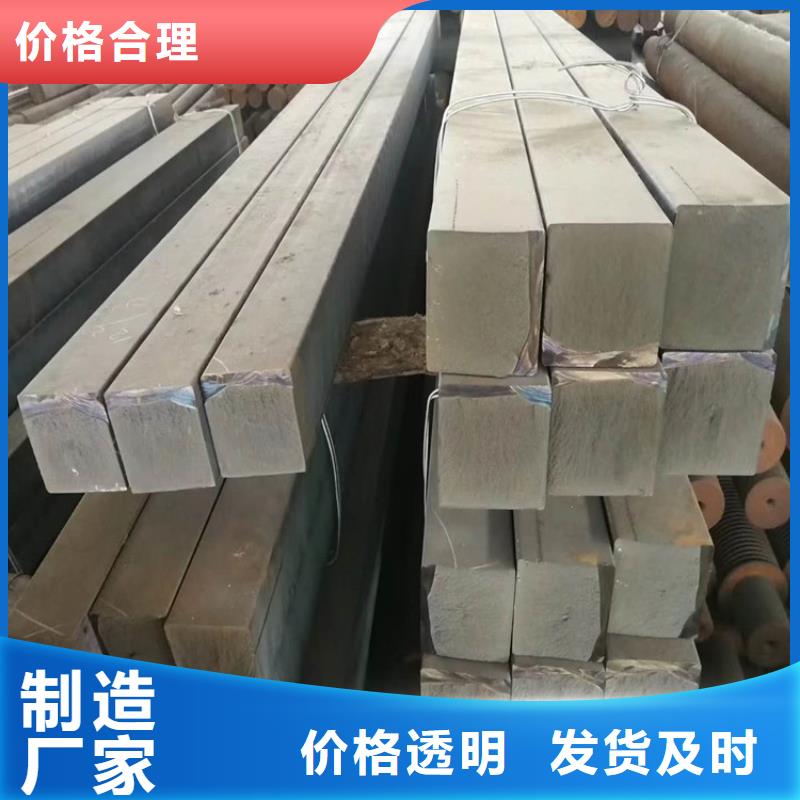
| 产品材质 | 铸铁棒 |
|---|
| 产品品牌 | 亿锦 |
|---|
| 产品规格 | 齐全 |
|---|
| 发货城市 | 聊城 |
|---|
| 产品产地 | 山东 |
|---|
| 产品名称: | 铸铁型材 |
|---|
| 生产工艺: | 水平连铸 |
|---|
| 产品优势: | 无气孔/无砂眼 |
|---|
| 产品用途: | 机械加工/精密制造 |
|---|
导读 QT600球墨铸铁棒厂子,亿锦天泽钢铁有限公司专业从事QT600球墨铸铁棒厂子,联系人:邢涛,电话:0635-5083939、18954456733,QQ:1799311315,发货地:聊城开发区凤凰工业园发货到内蒙古 乌兰察布市 ,以下是QT600球墨铸铁棒厂子的详细页面。 内蒙古自治区,乌兰察布市 乌兰察布市,内蒙古自治区辖地级市,地处中国正北方,内蒙古自治区中部;东部与河北省接壤,东北部与锡林郭勒盟相邻,南部与山西省相连,西南部与首府呼和浩特毗连,西北部与包头相接,北部与蒙古国交界,国境线长100多千米,地貌类型多样,自北向南主要由四部分组成,属典型的中温带半干旱大陆性季风气候,总面积5.45万平方千米。截至2022年10月,全市下辖1个市辖区、4个旗、5个县,代管1个县级市。截至2022年底,乌兰察布市常住人口163.11万人。

对当时KP泵存在的缩陷和缩裂,虽然原铁水含硫并不高,在孕育时同样试加了少量稀土镁硅铁(约0.2%),也取得了理想的结果,缩孔问题完全解决。分析其机理,铸铁产生缩陷,主要还是铁水中的气体(包括氧、氮、氢等)作怪,这些气体在凝固后期析出时,铁水无法补充,产生了缺陷,而稀土镁硅铁作为一种灰铁变质剂(也是一种孕育剂),却好是脱除气体的能手,铁水含气量大幅度减少,缺陷也就了。
对鼓肚缺陷,在铸铁型材的水平连铸过程中采用反弧度法工艺,即通过新型的石墨套与引锭装置来实现的,通过实施反弧度法工艺,铸铁型材的鼓肚现象得到有效。但由于在率次实验过程中,刚开始生产铸铁型材时的拉拔速度比较慢、拉拔周期较长,使铸铁型材在结晶器的停留时间过长,导致在扁平方向上铸铁型材顶部略微向下凹,当拉拔参数调整合适时,下凹及鼓肚现象基本消失。
与拉伸性能结果类似,反弧度法试样的抗压强度高于未实施反弧度法试样的抗拉强度。
连铸型材ADI活塞环,节油20%以上,使用寿命大于15万公里。连铸型材加工ADI剪切刀片与T10钢经热处理的传统剪切刀片相比,使用寿命可提高1.24倍。利用合金化的连铸球铁型材生产的某柱塞泵部件,石墨球圆整,球化率高,具有度、高耐磨和耐高压性,完全达到技术要求。
亿锦天泽钢铁有限公司
乌兰察布QT600球墨铸铁棒厂子


通过选用合理的化学成分,采用冲天炉与电炉双联的熔炼工艺,并对原铁液进行脱硫处理,获得成分稳定的低硫原铁液,然后调整球化处理温度,进行盖包法球化处理和冲入法球化处理对温度的敏感性试验。在试验的基础上,利用盖包法球化处理工艺生产高综合性能和高质量的铸铁型材。 试验结果表明,在1450~1500℃范围内,调整球化处理温度,对铁液进行盖包法球化处理,球化剂中镁的氧化烧损少,镁的吸收率和铁液残留镁量稳定,波动范围小,稳定了球化效果,提高了球铁生产的稳定性;处理后铁液含硫量低,可以减少球铁的观夹杂物,提高球铁的综合性能,特别是韧性指标,改善加工性能。
但由于在率次实验过程中,刚开始生产铸铁型材时的拉拔速度比较慢、拉拔周期较长,使铸铁型材在结晶器的停留时间过长,导致在扁平方向上铸铁型材顶部略微向下凹,当拉拔参数调整合适时,下凹及鼓肚现象基本消失。反弧度法工艺制各的铸铁型材组织更为均匀,力学性能更为优良。与实施反弧度法之前的铸铁型材相比,实施反弧度法之后的铸铁型材硬度得到提高,组织更为均匀,并且其抗拉强度指标高于铸铁型材标准(JBT10854-2008水平连续铸造铸铁型材) 性能要求。同时,伸长率指标均超过LZQT500-7规定的指标。与拉伸性能结果类似,反弧度法试样的抗压强度高于未实施反弧度法试样的抗拉强度。
仿真实验表明本文建立的拉坯工艺参数GA-BP神经网络控制模型可以用于拉坯工艺参数自适应整定,所获得拉坯工艺参数能够用于实际生产系统,实现高质量、率的铸铁型材水平连铸拉坯生产。

总结 在内蒙古乌兰察布市采购QT600球墨铸铁棒厂子请认准亿锦天泽钢铁有限公司,品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:邢涛-18954456733,QQ:1799311315,地址:开发区凤凰工业园)。